射出成形の共通の問題および解決
射出成形プロセスは鋳型の設計、型の製造業、原料の特徴および原料の前処理方法、形成プロセス、射出成形の機械動作および他の要因を、および環境条件の含む、複雑なプロセス技術を後処理するプロダクト放射能冷却期間処理に密接に関連していてである。従って、プラスチック プロダクトの質は射出成形機械注入の精密、測定の正確さにだけでなく、依存しているか、または精密レベルを、通常処理する、鋳型の設計および型によってだけ他の要因および抑制の上のによって影響される。
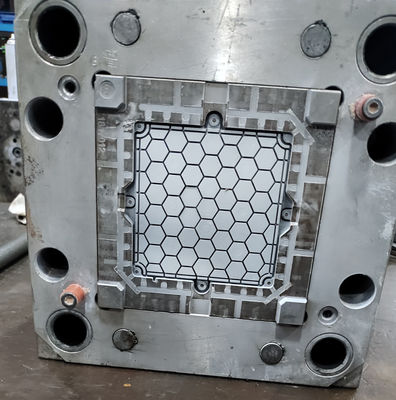
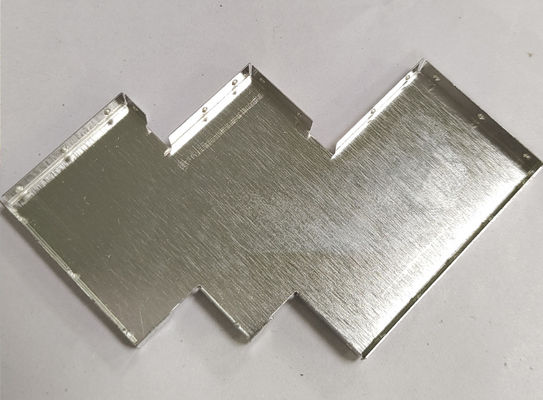
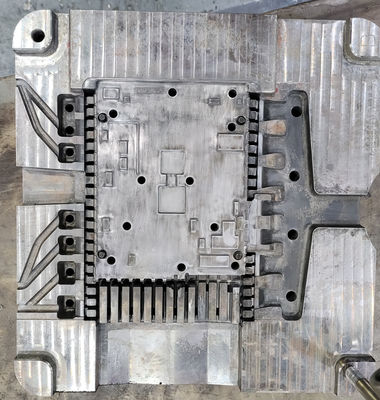
I. Burr (または飛行の端、流出、流出):
理由:ぎざぎざの発生は形成操作の最も悪い州である表面を分ける型からの溶解した注入の樹脂の流出によって引き起こされる。特にぎざぎざは締まる型のためのダイスの最後の表面にしっかりと付着する場合ダイスの最後の表面を損なう。再作動する時これによって与えられた型の損害が形作られたプロダクト新しいぎざぎざを作り出した後。同時に、それはまた型の損傷を加重し、使用不可能に導く。
対策:
(1)は錠力、(3)を改良するには余りにも高い注入圧力を、(2)きちんと保つ型を、(4)調節する注入の容積を、減らす温度を使用しない