| 強調しなさい | プロダクト泡の原因そして分析 |
|---|---|
| パッケージの詳細 | 必要な顧客ように |
| 受渡し時間 | 30日間 |
| 支払条件 | T/T |
| 供給の能力 | 1以上,000,000 |
| 強調しなさい | 製品黒点の原因と対策分析 |
|---|---|
| パッケージの詳細 | 必要な顧客ように |
| 受渡し時間 | 30日間 |
| 支払条件 | T/T |
| 供給の能力 | 1以上,000,000 |
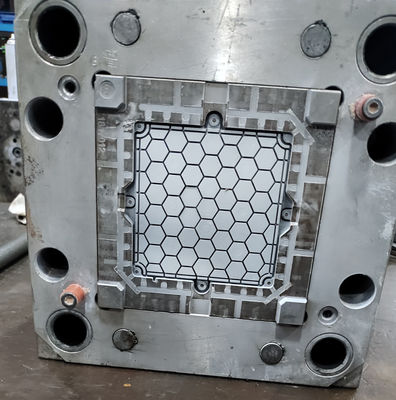
| 強調しなさい | I. バリ(フライングエッジ、オーバーフロー、オーバーフロー): 原因: バリの発生は、成形時に溶融した射出樹脂が金型のパーティング面から溢れ出ることにより発生し、成形作業においては最悪の状態となりま |
|---|---|
| パッケージの詳細 | 必要な顧客ように |
| 受渡し時間 | 30日間 |
| 支払条件 | T/T |
| 供給の能力 | 1以上,000,000 |
| 材料 | 白黒PC1414 |
|---|---|
| 色 | 黒く、白く、赤く、銀製、等(顧客の要求に従って) |
| テクノロジー | オイルの注入、スクリーンの印刷、水移動の印刷 |
| 主要な装置 | ハイチの射出成形機械 |
| 特徴 | 多様化 |
| 強調しなさい | 充填不足 (または成形不足) |
|---|---|
| パッケージの詳細 | 必要な顧客ように |
| 受渡し時間 | 30日間 |
| 支払条件 | T/T |
| 供給の能力 | 1以上,000,000 |
| 検査 | 輸送前100%の検査 |
|---|---|
| 表面塗装 | 磨き 質感 塗装 クロム塗装 など |
| 毛穴 | 単一キャビティ、複数のキャビティ |
| フライス加工 | そうだ |
| 磨き加工 | そうだ |
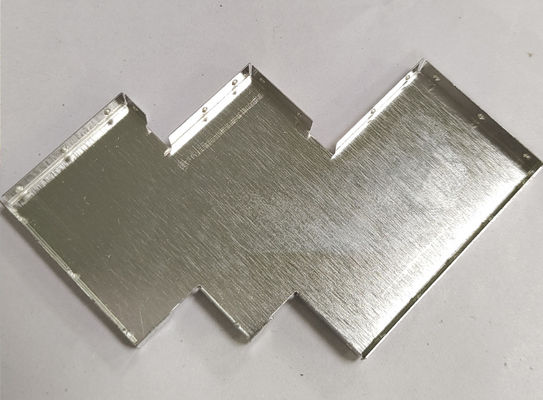
| 製品名 | アルミニウムはダイ カスト、部品注入鋳造物のダイ カストの部品を発破を掛けるダイ カストの |
|---|---|
| ダイカストで形造ること | サンドブラスティング、電気泳動、浸せきコーティング、ミラーの磨くこと |
| 材料 | ADC12 |
| 主要な装置 | レーザー機械、CNCの打つ機械 |
| 受渡し時間 | 4週 |
| タイプ | 操縦士の平らなケイ酸ゲルの貝 |
|---|---|
| 材料 | ケイ酸ゲル |
| キャビティ | 単一キャビティ\多数キャビティ |
| 色 | 黒い |
| 引くフォーマット | PDF/DWG/IGS/STPなど |
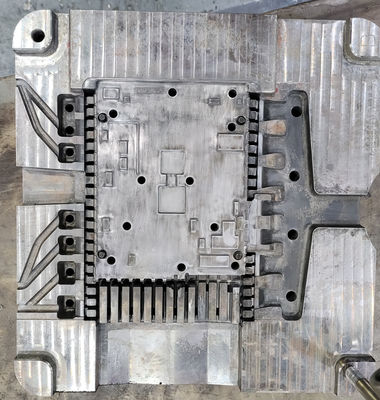
| 装置 | CNCの中心は、機械ダイ カスト |
|---|---|
| 精密 | 0.005mm |
| Coler | 銀 |
| テクノロジー | 砂のblastingsandの発破 |
| 材料 | ADC12 |
| 検査 | 輸送前100%の検査 |
|---|---|
| 表面塗装 | 磨き 質感 塗装 クロム塗装 など |
| 毛穴 | 単一キャビティ、複数のキャビティ |
| フライス加工 | そうだ |
| 磨き加工 | そうだ |